Calcium Carbonat (GCC)
für höchste Ansprüche in Polymeren, atmungsaktiven Folien und Farben
Die Herstellung von Calcium Carbonat Füllstoffen (GCC) aus Kreide, Kalkstein oder Marmor, hat sich in den letzten Jahren weg von einem reinen Füllstoff zu funktionellen sehr hochwertigen Zuschlagstoffen entwickelt. Dabei kann es sich bei GCC um trockenes Pulver oder eine Suspension handeln. Ferner ist ein starker Trend und Verschiebung zu wesentlich feineren Qualitäten deutlich im Bereich von feiner als d97 < 10 µm bis zu d97 < 1,6 µm festzustellen. Spezielle sehr steile Kornverteilungen als Zuschlagsstoff zur Herstellung von atmungsaktiver Folie im Hygienebereich (z.B. Baby Windeln) oder Baustofffolie, stellen eine weitere Herausforderung dar. GCC als Zuschlagstoff in nahezu allen Polymeren muss einer Oberflächenbehandlung unterzogen werden, man spricht hier von Coatierung mittels technischer Stearinsäure. Auch hier sind die Anforderungen in den letzten Jahren in Punkte höchste Coatier-Qualität extrem nach oben geschraubt worden. Höchste Hydrophobizität, wenige ppm Rückstände im Oberkornbereich der Kornverteilung, am besten 100 % Coatiergrad sind hier gefragt. Diese Forderungen werden mit Anlagen von Hosokawa Alpine bereits heute weltweit erfüllt.
Ultrafeine Calcium Carbonate und perfekte Öberflächenbehandlung
Bei der Herstellung von ultrafeinen Calcium Carbonat Zuschlagsstoffen sind bei der Auswahl der zur Verfügung stehenden Produktionsmaschinen und Anlagen verschiedenartigste Aspekte in die Betrachtung einzubeziehen: Abzudeckender Feinheitsbereich, Jahresleistung (uncoatierter und coatierte GCC), Trocken- oder Nassmahlung, spezifischer Energieverbrauch, Investitionskosten, Anlagenplanung, laufende Produktionskosten, sowie logistische Aspekte.
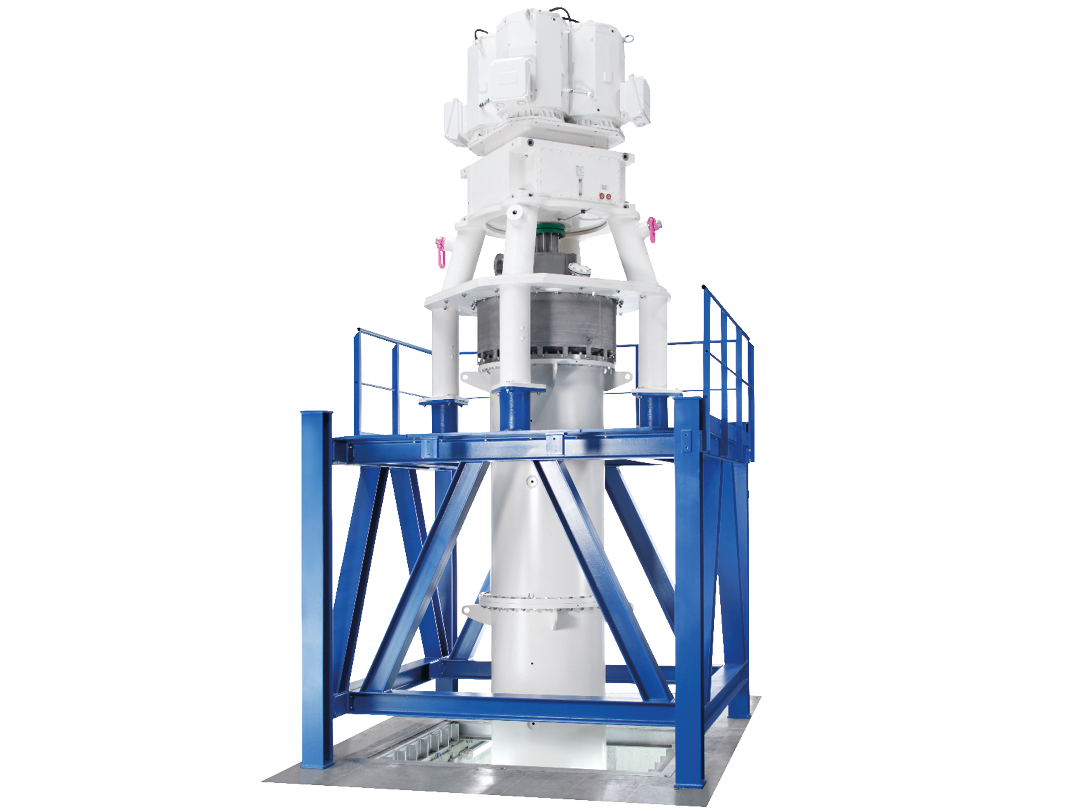
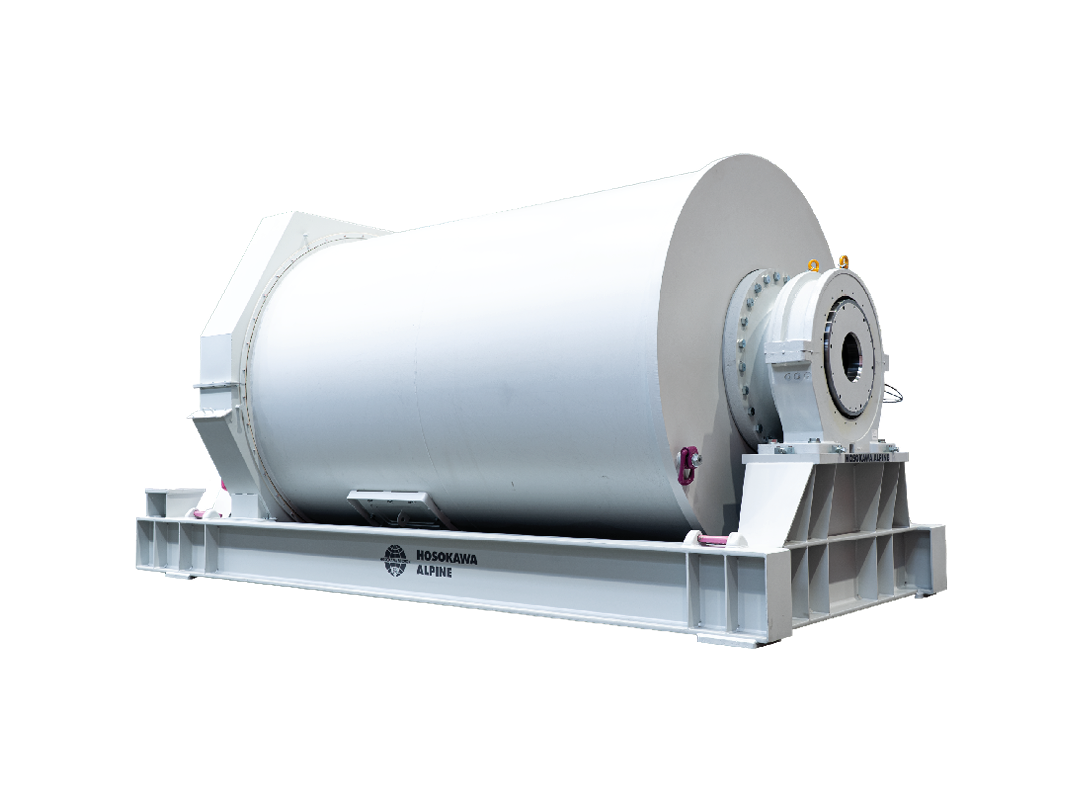
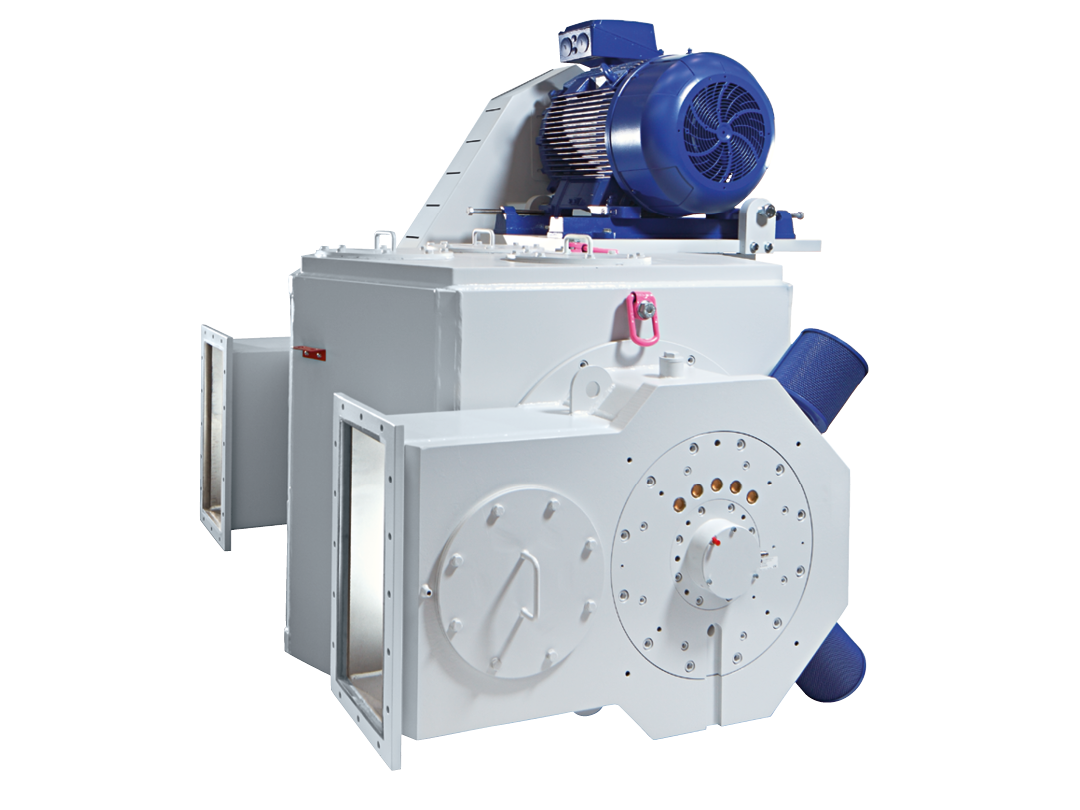
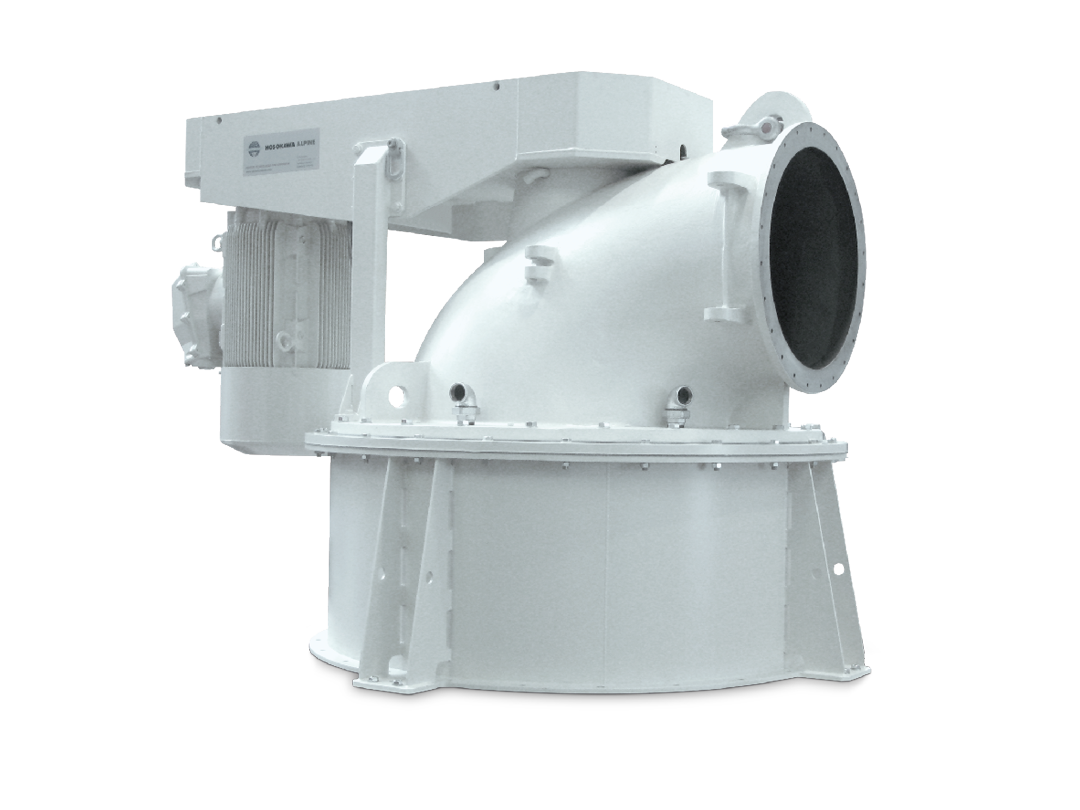
Heutige Kugelmahl – Sichtanlagen decken einen sehr großen Feinheits – und Leistungsbereich von d97 = 5 – 45 µm ab. Vertikale Trockene Rührwerkskugelmühlen wie das ATR System dienen der energetisch effizienten Herstellung von GCC Pulvern im Bereich von d97 = 2,5 µm bis 10 µm im mittleren Leistungsbereich. Höhere Feinheiten bis zu d97 = 1,6µm, speziell auch bei hohen Leistungen, werden am effizientesten mittels vertikalen Nassmühlen wie der ANR-CL erzeugt und entweder als Suspension in der Farben – oder Papierindustrie direkt eingesetzt oder mittels einer Atritor Cell Mill in einem einzigen Prozessschritt getrocknet, optional coatiert und mittels integriertem Windsichter im Oberkorn scharf begrenzt. Trocken erzeugte GCC Pulver für die Plastikindustrie erreichen durch das Coatieren in einer voll optimierten Contraplex Stiftmühlen Anlage mit Verheizung des GCC und Oberkornbegrenzung mittels MS-Sichter die höchste im Markt verfügbare Qualität mit wenigen ppm Rückstand auf einem 20 µm Nasssieb.
BF-GCC als Füllstoff in Atmungsaktiven Folien
Anforderungen und Schlüsselpunkte in der heutigen Calcium Carbonat Industrie:
Herstellung und Lieferung von GCC in gleichbleibend höchster Qualität
Ständige Lieferbereitschaft aller GCC Qualitäten
Verschiebung des Produktportfolios deutlich in den profitablen Bereich < d97 = 10 µm
Sicherstellung einer konstant gleichbleibenden Kornverteilung
Perfekte Oberkornbegrenzung von coatiertem und uncoatiertem GCC
Erzeugung höchstmöglicher Qualität von oberflächenbehandeltem GCC
Vorsprung vom Wettbewerb in Feinheit und Qualität
Verfahrenstechnische Prozesse mit einem niedrigen spezifischen Energieverbrauch
Einsatz von modernster Maschinendiagnose – Vorausschauende Wartung
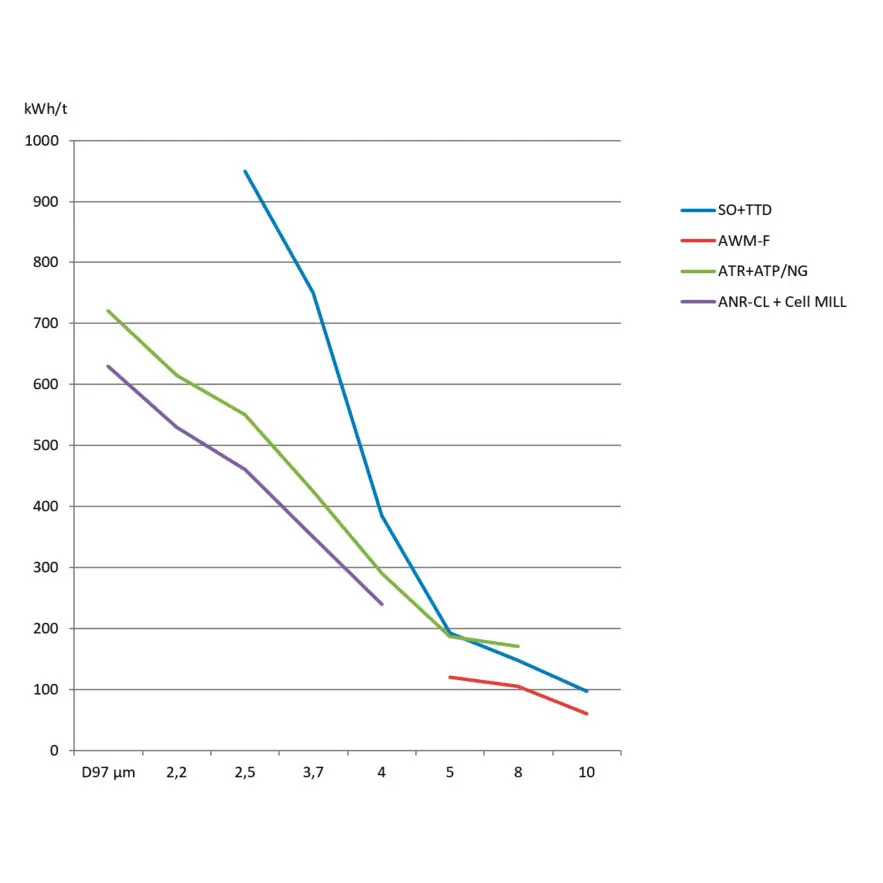
Vergleich unterschiedlicher Anlagen zur Kalksteinvermahlung
Produktfeinheiten und Energieverbrauch
|
D97 µm |
SO + TTD (kw/t) |
AWM-F (kw/t)</small |
ATR + ATP (kw/t)</small/NG |
ANR-CL + Cell MILL (kw/t)</small |
|---|---|---|---|---|
|
2,2 |
- |
- |
720 |
630 |
|
2,5 |
- |
- |
615 |
530 |
|
3,7 |
950 |
- |
550 |
460 |
|
4 |
750 |
- |
425 |
350 |
|
5 |
385 |
- |
260 |
240 |
|
8 |
192 |
120 |
187 |
- |
|
10 |
147 |
105 |
155 |
- |
|
20 |
97 |
60 |
120 |
- |
Prozessdarstellung Windsichter TDD kombiniert mit Kugelmühle Super Orion S.O.
für die Produktion